Learn how to identify the source of waste (scrap) and how to deal with it.
This article aims to outline the best approach to deal with material waste in the manufacturing company. You will learn about points of detection, root cause and disposition.
Put waste into context and save money
Before we start let’s set the scene. For the purpose of this article, we will focus on manufacturing facility than assembles power supplies.
The power supply is made of the following:
- Metal enclosure
- Bare PCB
- Electronic components (resistors, capacitors etc.)
- Cables
- Connectors
Simplified material flow is presented below. Customer returns (quality complaints) are out of scope on this occasion.

Once the material is delivered to the factory, it becomes part of the inventory. From this moment onwards any non-conforming material will be treated as waste.
Any material or product can be classified as waste (or scrap) as soon as it becomes not useable. This will always be a result of damage caused to it.
What causes material waste?
Different factors contribute to material waste presence. Some of them may include the following:
- Damaged good delivered by the supplier
- Assembly errors (misuse)
- Inadequate storage conditions
- Poor material handling in the factory etc.
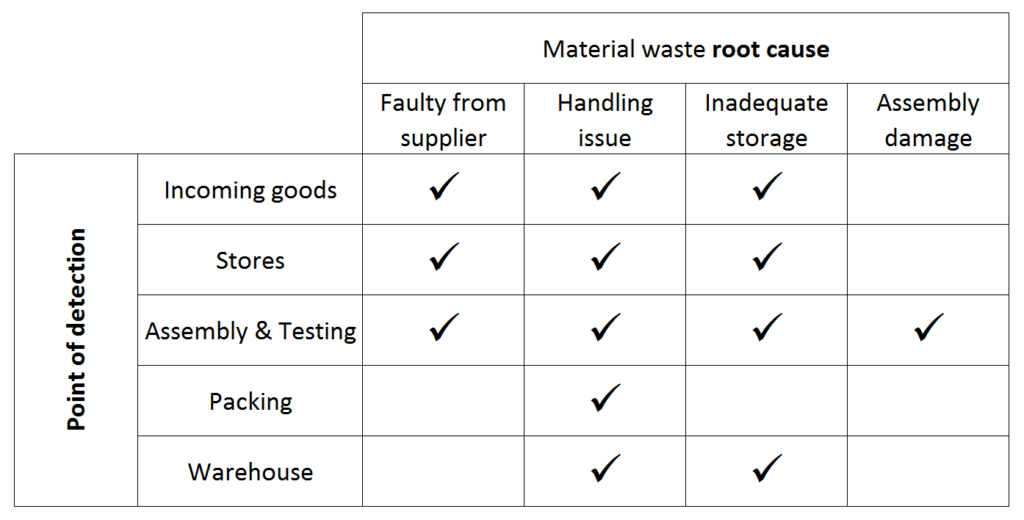
The table below shows a relationship between scrap location (point of detection) and potential root cause.
Who can find and report material waste?
Surprisingly anyone at any stage of the manufacturing operations can identify and report material waste. From goods-in operative, assembly operator to warehouse crew. It is important though to ensure a relevant level of competence when it comes to material assessment.
How to reduce material waste?
You will reduce material waste by acting at the source of the issue.
The most challenging part of the material waste reduction is understanding where does it come from and what causes it. You can’t improve if you don’t measure.
Transaction in the ERP system is vital to ensure data integrity. Once the operation of scrapping is transacted, further analysis can be undertaken. This will typically be done using a Pareto Chart.
In an ideal situation, scrap transaction should be done at the point of detection. Providing explicit instruction and competence are available. Things may be a little more complicated for expensive components. These could require approval from the Quality Department.
If the mountain won’t come to Muhammad…
To see the big picture of material waste in the factory, you have to “walk the process”. If this is the first time the scrap reduction initiative kicks off, then it’s crucial to see things as they are. You will talk to people along the process, but your observations will form the baseline for analysis.
Use these ideas to deal with the root cause of the material waste:
Handling issue in the factory
- Are employees trained on component/product handling? Is there a record of their training?
- How are components protect during transportation? Is original packaging removed?
- Is transportation method adequate? Can components damage each other? Are box separators used?
- What’s the level of awareness for fragile components handling?
Inadequate storage (in stores and on the assembly bench)
- Is storage appropriate for the material?
- Is there a risk of contamination?
- Is storage environment controlled (temperature, humidity)?
- Are components mixed?
Damage during assembly
- Is SOP (standard operating procedure) available and relevant?
- Are operators trained? Is there a record of their training?
- Is equipment suitable for the job? Is the operation repeatable?
Faulty item from the supplier
- Is there a precise specification of the material? Has it been acknowledged by the supplier?
- Is the supplier performance measured? Is material waste taken into account?
- Does the supplier contribute to the cost of material waste (raw material cost, handling, screening activities etc.)
Remember that problem should be detected at the earliest stage possible. Further down the line of manufacturing operations the more cost to it. Complete cost recovery becomes virtually impossible.
Example: Assembly operator noticed that holes in the metal enclosure were drilled incorrectly. Enclosure has been already painted in-house, and electronics have been assembled. In this instance, the typical supplier will only reimburse the cost of the raw metal enclosure. The rest of the cost will be taken by the company.

22 Comments
Leave your reply.